 手機版
手機版
 關于我們
關于我們 加入收藏
加入收藏

諾澤流體科技(上海)有限公司
10 年 白金會員
白金會員
白金會員 已認證
已認證
撥打電話
獲取底價
提交后,商家將派代表為您專人服務
諾澤流體科技(上海)有限公司
白金會員已認證
本文隸屬于氣流粉碎機應用專題,全文共 12000字,閱讀大約需要 20 分鐘。
本研究通過實驗探討了氦氣、蒸汽、空氣及二氧化碳四種不同分子量氣源對圓盤式氣流粉碎機細磨工藝的影響。研究結果表明,氣源類型對產物粒度分布形態無顯著影響,但分子量較小的輕質氣源可顯著降低研磨極限。各氣源的研磨效能依分子量遞增呈遞減趨勢:氦氣最優,蒸汽次之,空氣再次,二氧化碳最弱,這一現象與氣源聲速及動能特性密切相關。研究進一步發現,當粉碎腔內形成形成了一個穩定、高速、對稱的旋轉氣流結構(對應臨界氣固質量比約為2)時,內置分級系統方可實現對產物上限粒度的有效控制。比能耗主要影響達到研磨極限的速率,而不改變極限值本身。本研究為優化氣流粉碎機的能量效率與工藝參數提供了重要理論依據。
圓盤式氣流粉碎;氣源類型;粉碎;粉碎極限
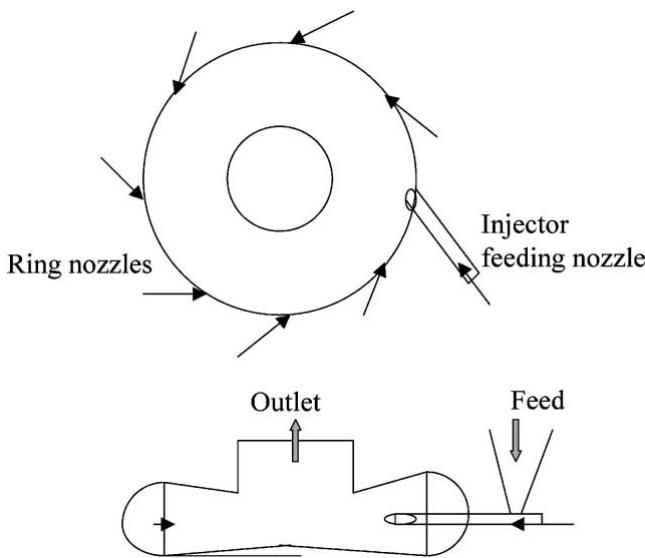
本研究旨在探討不同氣源類型對圓盤式氣流粉碎機粉碎性能的影響。圓盤式氣流粉碎機因具備內置分級功能、結構簡單及易清潔等特點,廣泛應用于制藥和精細化工行業中的微米級粉碎工藝。然而,其內部流場結構復雜,流體動力學行為受設備幾何形態與操作參數的顯著影響,細微變化即可導致性能差異。本文基于前人對氣流粉碎機流體力學特性與分級機理的研究,重點分析氣源性質對粉碎極限及能量效率的作用機制,以期為高性能粉碎設備的優化設計提供理論支撐。

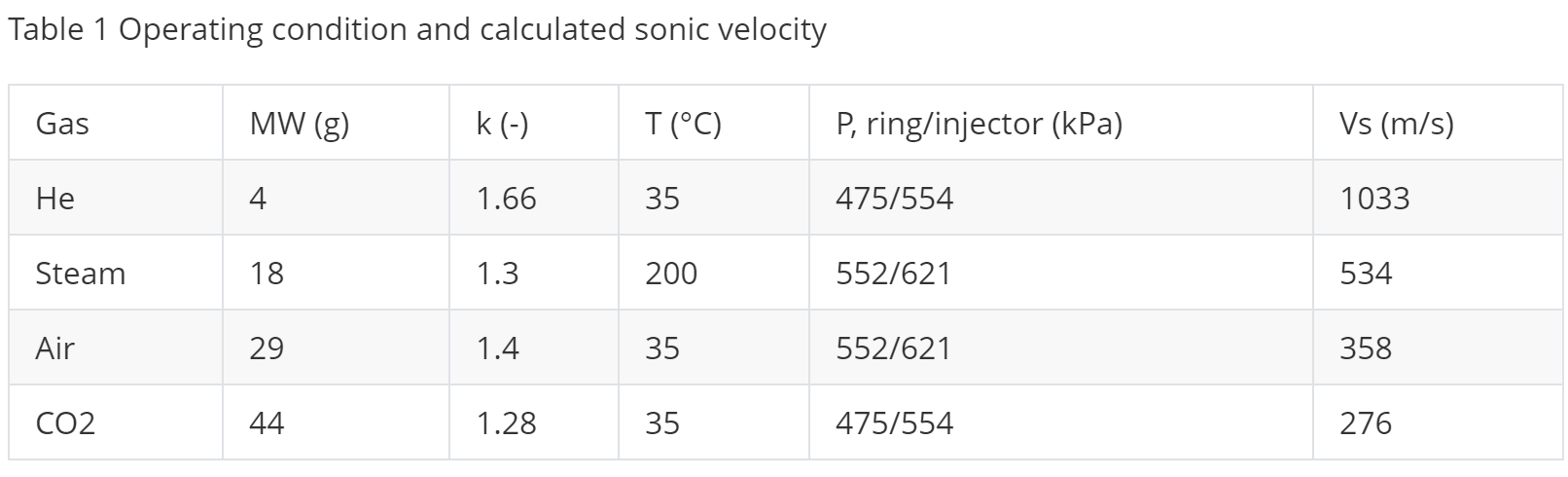
如公式所示,聲速(Vs)是氣體分子量(MW)和氣體溫度(T)的函數。
式中,k 為氣體比熱容比,R 為氣體常數
在溫度較高的條件下,分子量更小的氣體能產生更高的聲速,進而具有更高的動能。而氣體速度及其產生的動能,是決定粉碎性能的關鍵因素。本實驗通過選取不同分子量的氣體,以擴大氣體速度的研究范圍,所選氣體包括氦氣、蒸汽、空氣和二氧化碳,其分子量范圍為 4-44 g/mol 。其中,過熱蒸汽的溫度控制在 200℃,其余三種氣體均處于環境溫度(35℃)下。實際操作條件及根據公式計算得出的相應聲速如表 1 所示。
氣體動能(KE)被視為總能量輸入的衡量指標,可通過氣體的比熱容比(k)、分子量(MW)、溫度(T)和壓力(P),由公式(2)和(3)計算得出。
式中,Mg 為氣體質量流量,A 為流通面積,
公式(1)可知,氣體聲速與壓力無關;而氣體質量流量與壓力呈正比,因此總動能輸入也與氣體壓力呈正比。在實際操作中,提高氣體壓力并不會改變氣體速度,只會增加氣體流量和總能量輸入。較高的氣體壓力能使顆粒粉碎更細,但這一現象常被誤解為能量效率的提升,而能量效率應通過比能耗來評估。比能耗(SEC)的定義為:將單位質量物料的粒徑從進料粒徑減小到產品粒徑所需消耗的能量。在實驗過程中,可通過保持氣體流量不變、改變固體進料速率(F)來輕松調節比能耗,計算公式如下:
通過繪制比能耗與產品粒徑的關系曲線,可為評估粉碎能量效率提供依據.
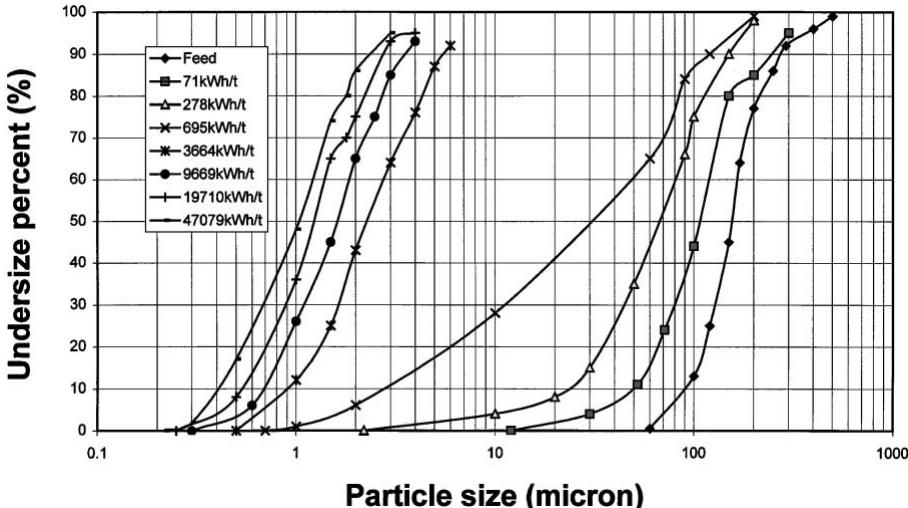
采用激光散射法測量粉碎產品的粒度分布,圖 2 - 圖 5 分別為使用氦氣、二氧化碳、蒸汽和空氣作為驅動氣體時的粒度分布曲線族,變量為比能耗。
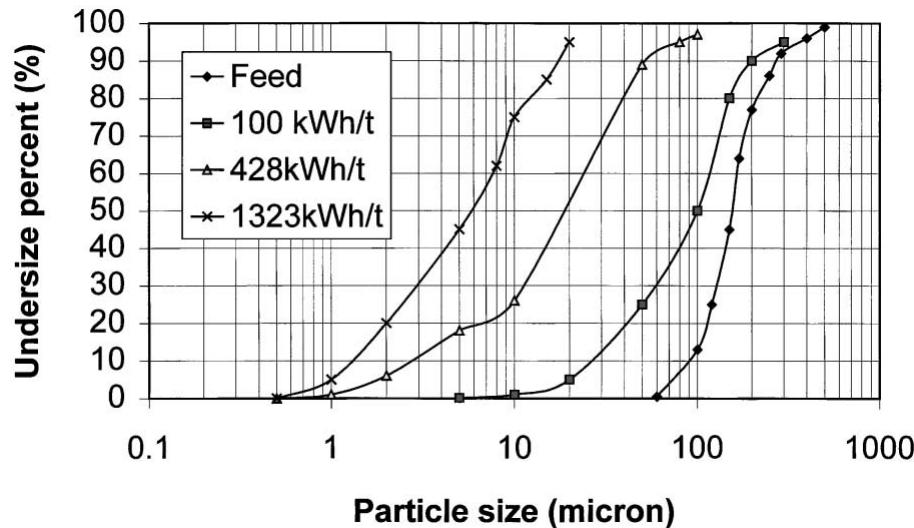
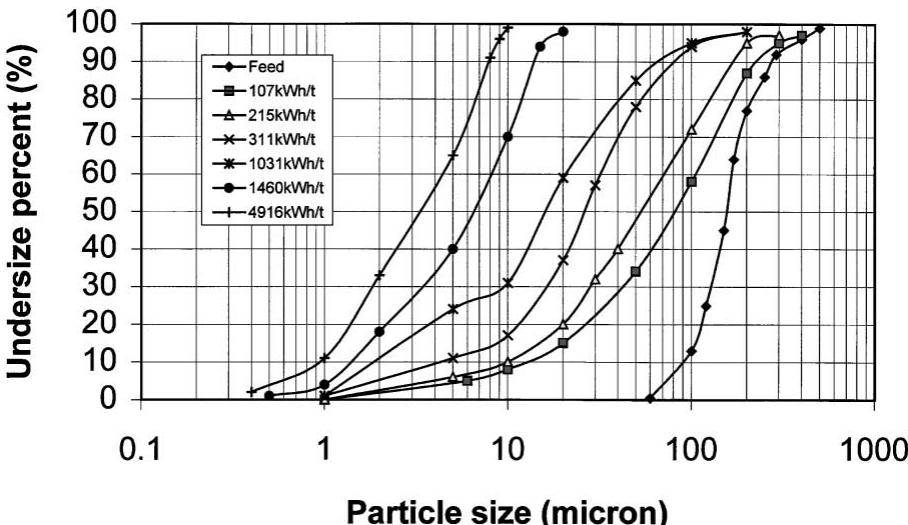
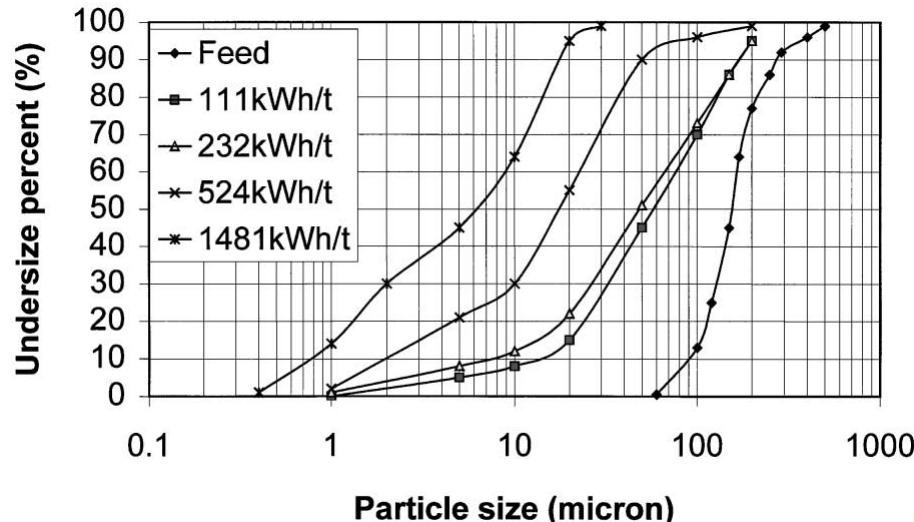
實驗觀察到,不同氣體類型的粒度減小過程具有相似性:在較低比能耗(或較低氣固比)條件下,會產生細顆粒,但進料中部分原始粗顆粒仍會保留,這是氣流粉碎過程中的典型現象。提高比能耗(或氣固比)不僅能使產品更細,還能通過減少粗顆粒含量來縮窄粒度分布,這表明在氣固比較低時,粒度減小是主導過程,而分級作用對產品粒度分布的影響較小。 當比能耗達到約 1000kWh/t(對應二氧化碳、空氣、蒸汽和氦氣的氣固比范圍為 8-100)時,會達到一個臨界比能耗水平,此時產品粒度分布開始變窄,切割粒徑約為 30 微米。若用每種氣體對應的分子量對臨界氣固比進行歸一化處理,可得到一個代表臨界氣固比指數的通用數值,所有測試氣體的該指數均為 2。這一臨界氣固比指數表明,粉碎腔內已形成充分發展的流動狀態,該狀態是分級作用有效發揮的前提。
粉碎極限定義為:當比能耗繼續增加時,產品粒度分布不再發生變化的最細狀態。可通過兩種不同的實驗方法研究氣流粉碎機的粉碎極限:一種是在保持氣體能量不變的情況下,不斷降低固體進料速率,直至達到粉碎極限;另一種是在固定氣固比的條件下,將粉碎產品反復送入粉碎機進行多次粉碎,直至達到粉碎極限。前一種方法實施難度較大,因為降低進料速率不僅需要精確的進料控制,還會使操作條件迅速超出實際應用范圍,因此本研究采用后一種方法(反復粉碎)來確定粉碎極限。
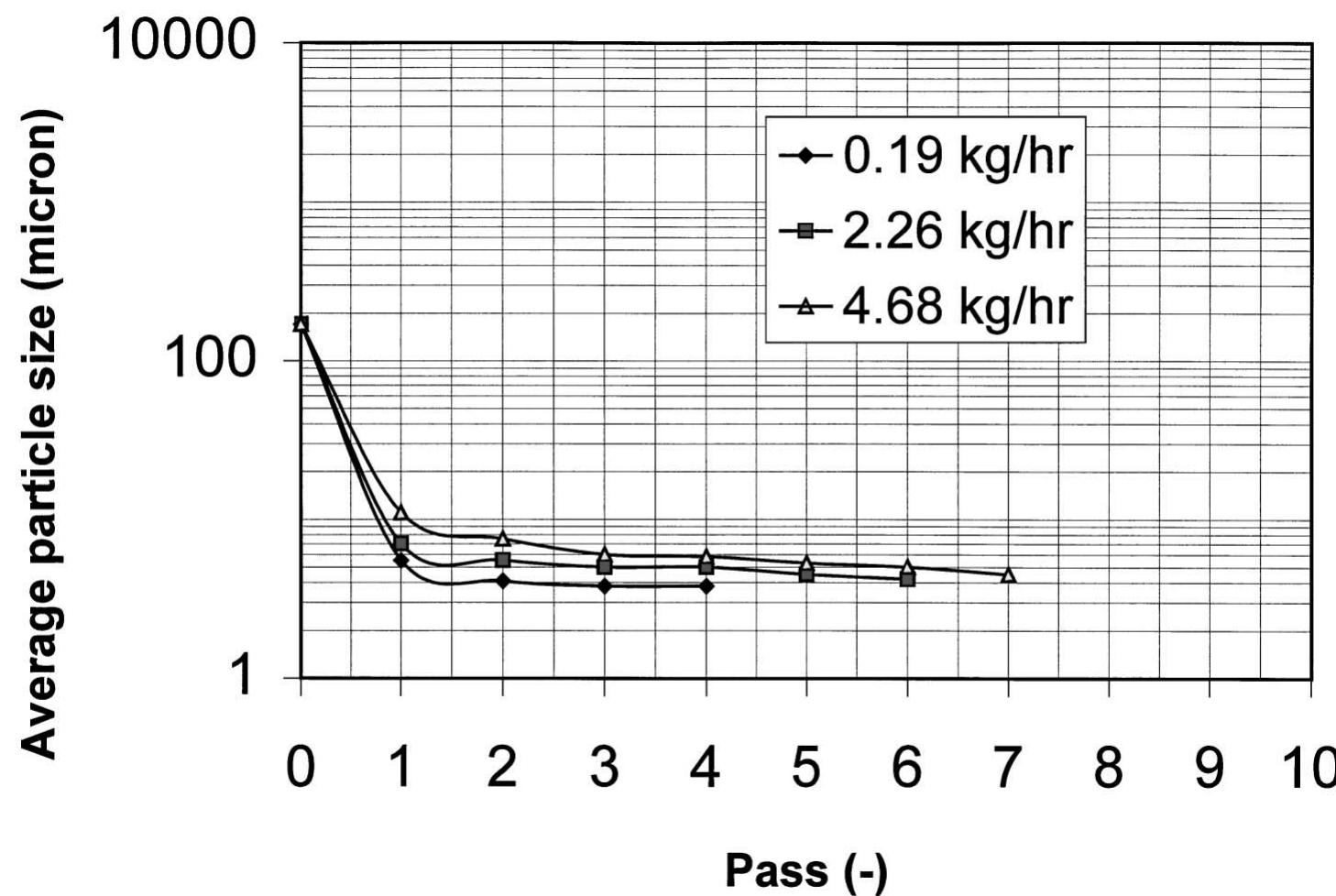
圖 6 展示了以空氣為氣源類型時的實驗結果。在選定的固體進料速率下進行了三組實驗,通過將粉碎產品重復粉碎(增加通過次數)來提高比能耗。有趣的是,三組實驗最終均達到了相同的粉碎極限,唯一的差異在于氣固比越高,達到粉碎極限的速度越快。在本實驗中,該批次硅砂的粉碎極限為平均粒徑 4 微米,不同材料的粉碎極限會有所不同。
另一種觀察粉碎極限的方式是:當粒徑接近粉碎極限時,比能耗曲線的斜率會變得異常陡峭(如圖 7 所示)。此時,比能耗呈指數級增長,能量效率極低,因此實際操作中不應將粉碎機運行在接近粉碎極限的工況下。
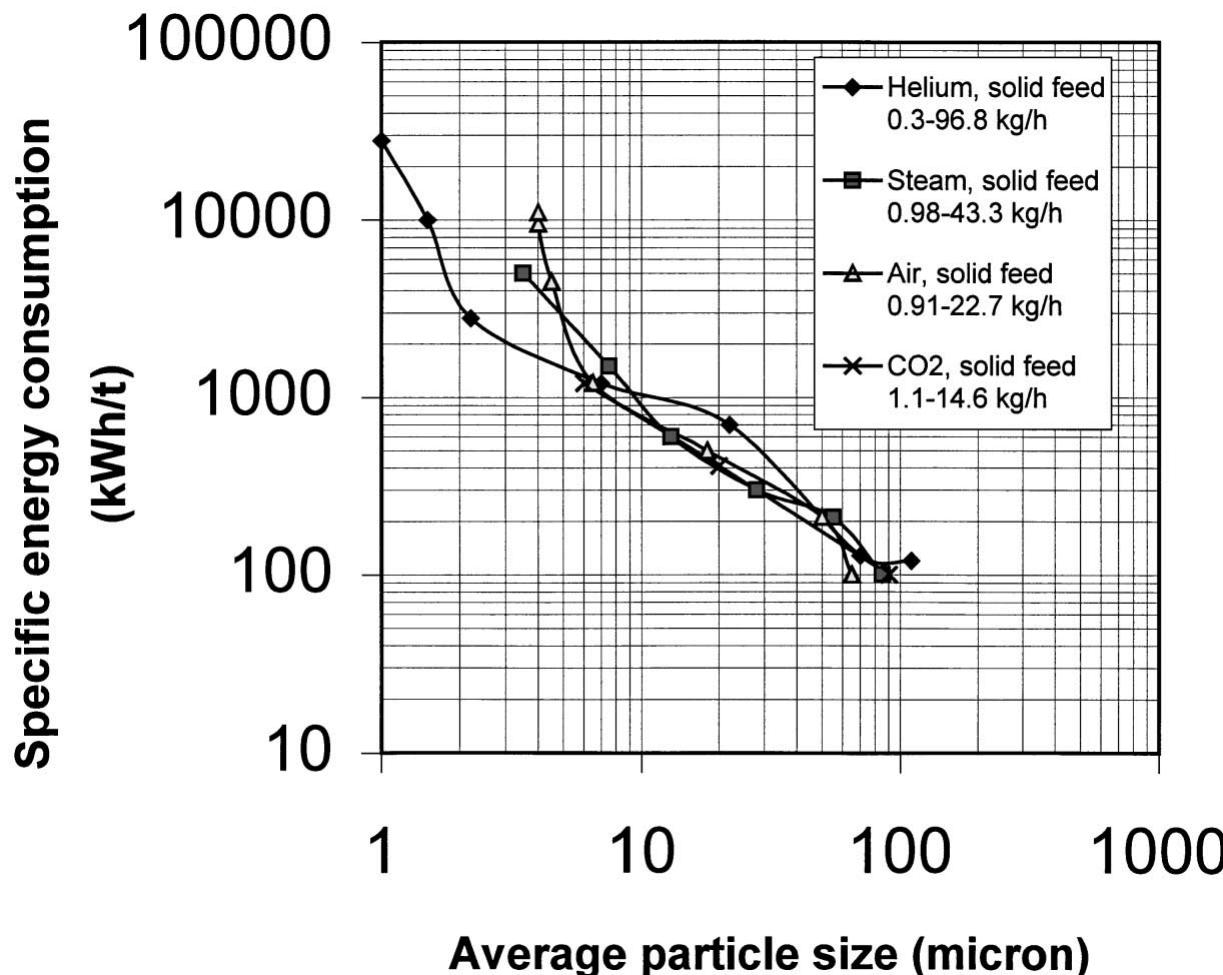
值得注意的是,氣源類型會對粉碎極限產生影響:分子量越小的氣體,能實現的粉碎極限越細,其順序為氦氣>蒸汽>空氣>二氧化碳。在平均粒徑 5-80 微米的常規粉碎區間內,無論采用何種氣源或操作條件,獲得特定產品粒徑所需的比能耗大致相同,即粉碎能量效率相近。
研究結果表明,形成了一個穩定、高速、對稱的旋轉氣流結構所需的臨界氣固比約為 2,即每 1 kg/h的固體進料需搭配2kg/h的氣體流量,該氣固比對應的比能耗水平約為 1000kWh/t;

[1] Zhao Q Q , Schurr G .Effect of motive gases on fine grinding in a fluid energy mill[J].Powder Technology, 2002, 122(2):129-135.DOI:10.1016/S0032-5910(01)00408-9.
相關產品
更多
相關文章
更多
技術文章
2025-10-09技術文章
2025-09-15技術文章
2025-08-25技術文章
2025-08-22

虛擬號將在 秒后失效
使用微信掃碼撥號





